
Fiber Optik Üfleme Performans Grafiği Analizi
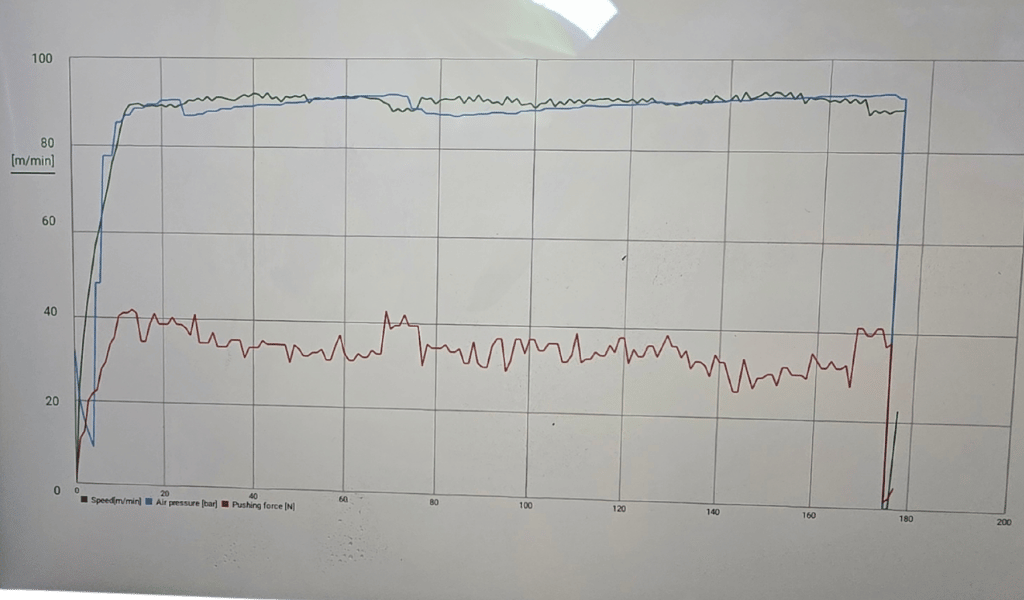
Görseldeki grafik, fiber optik kablo üfleme (blowing) işleminin performansını zaman içinde kaydeden ve görselleştiren bir ölçüm protokolüdür. Bu grafik, bir önceki protokol raporundaki sayısal verilerin (mesafe, süre) arkasındaki dinamik süreci gösterir ve işlemin kalitesini anlamak için kritik öneme sahiptir.
Fiber Optik Üfleme Performans Grafiği Analizi
Bu grafik, üfleme işlemi süresince üç temel parametrenin değişimini göstermektedir:
- Hız (Speed)
- Hava Basıncı (Air Pressure)
- İtme Kuvveti (Pushing Force)
Yatay Eksen (X Ekseni): Mesafe veya Süre
- Bu eksen, genellikle üflenen mesafeyi metre (m) olarak, bazen de zamanı (saniye/dakika) olarak gösterir. Bir önceki rapordan 176 metrelik bir mesafenin üflendiğini biliyoruz; dolayısıyla bu eksen 0’dan yaklaşık 180 metreye kadar olan mesafeyi temsil etmektedir.
Dikey Eksenler (Y Eksenleri): Değerler
Grafikte üç farklı ölçek ve iki çizgi bulunmaktadır:
- Sol Y Ekseni (Mavi/Yeşil Çizgi için): Hız (m/min – metre/dakika). Bu, kablonun boru içinde ilerleme hızını gösterir. Hız genellikle 0 ile 100 m/min arasında gösterilmiştir.
- Orta Y Ekseni (Mavi Çizgi için): Hava Basıncı (bar). Basıncın değerlerini gösterir (muhtemelen 0 ile 15 bar arasında bir aralık).
- Sağ Y Ekseni (Kırmızı Çizgi için): İtme Kuvveti (N – Newton). Bu, makinenin kabloya uyguladığı itme kuvvetini gösterir (muhtemelen 0 ile 100 N arasında bir aralık).
Çizgilerin İncelenmesi ve Anlamları
1. Mavi/Yeşil Çizgi (Hız ve Hava Basıncı)
Mavi/yeşil renkli çizgi, genellikle hız ve hava basıncını temsil eder. Grafikte bu iki değerin üst üste çakıştığı veya birbirine çok yakın hareket ettiği görülür.
- Başlangıç (0. Metre): Değerler 0’dan hızla yükselir. Bu, makinenin çalışmaya başladığı ve hem basıncı hem de hızı kısa sürede optimize ettiği anlamına gelir.
- Kararlı Bölge (Yaklaşık 20. Metreden 170. Metreye): Çizgi, yaklaşık olarak 85-90 m/min civarında ve sabit bir seviyede ilerler.
- Yüksek ve Sabit Hız: Bu, boru hattında önemli bir tıkanıklık veya sürtünme sorunu yaşanmadığını gösterir. Yüksek ve kararlı hız, başarılı bir üfleme işleminin en temel göstergesidir.
- Basınç Etkisi: Hava basıncının da sabit tutulduğu varsayılır. Basınç, sürtünmeyi azaltarak kablonun havayla taşınmasını sağlar.
2. Kırmızı Çizgi (İtme Kuvveti – Pushing Force)
Kırmızı çizgi, makinenin kabloyu boruya itmek için uyguladığı mekanik kuvveti temsil eder.
- Kararlı Bölge (Tüm İşlem Boyunca): Kırmızı çizgi, yaklaşık 30 ile 40 N arasında dalgalanarak ilerler.
- Düşük ve Kontrollü Kuvvet: İtme kuvvetinin düşük tutulması, kabloya gerilim uygulanmadığını ve kablonun hava akımıyla serbestçe ilerlediğini gösterir. Bu, kabloya yapısal zarar gelmediğinin bir işaretidir.
- Normal Dalgalanmalar: Küçük dalgalanmalar (tepecikler ve çukurlar), boru içindeki ek yerlerinden, hafif bükülmelerden veya boru iç yüzeyindeki doğal sürtünme farklılıklarından kaynaklanan normal değişimlerdir.
3. Bitiş Noktasındaki Düşüş (Yaklaşık 176. Metre)
- Ani Düşüş: Yaklaşık 176. metrede mavi/yeşil (hız/basınç) çizgisi aniden sıfıra düşerken, kırmızı (itme kuvveti) çizgisi aniden yükselir ve sonra sıfırlanır.
- Anlamı: Bu, üfleme işleminin başarıyla tamamlandığı ve kablonun boru hattının sonuna ulaştığı andır. Makine, itme işlemini durdurur, kablo durur ve hız ile basınç anında kesilir.
Sonuç Kritik Çıkarımlar:
- İdeal Performans Göstergesi: Bu grafik, başarılı bir üfleme işlemi için örnek (ideal) bir profil sunar. Hızın ve basıncın yüksek ve sabit olduğu, itme kuvvetinin ise düşük ve stabil kaldığı bir profil, kablonun boru içinde minimum sürtünmeyle ilerlediğini kanıtlar.
- Sorun Tespiti:
- Tıkanıklık: Eğer mavi/yeşil çizgi (Hız) aniden düşerken, kırmızı çizgi (İtme Kuvveti) dramatik şekilde yükselseydi, bu boru içinde bir tıkanıklık (borunun ezilmesi, kir, su birikintisi vb.) olduğunu gösterirdi.
- Düşük Basınç: Basınç (mavi çizgi) sürekli düşük kalsaydı, makine ayarlarının yanlış olduğunu veya kompresörün yetersiz kaldığını gösterirdi.
- Kalite Belgesi: Bu grafik, üfleme işleminin herhangi bir zorlama veya kabloya zarar verme olmaksızın, yüksek verimlilikle tamamlandığını kanıtlayan nihai bir kalite sertifikası olarak kullanılır. Teknisyenin görevi, böyle temiz ve ideal bir grafik elde etmektir.
Next Post Eğitim – Fiber Optik Teknikerine Gitiş
